

Le contrôle du carter sur une machine à mesurer tridimensionnelle
L'interprétation des résultats du contrôle
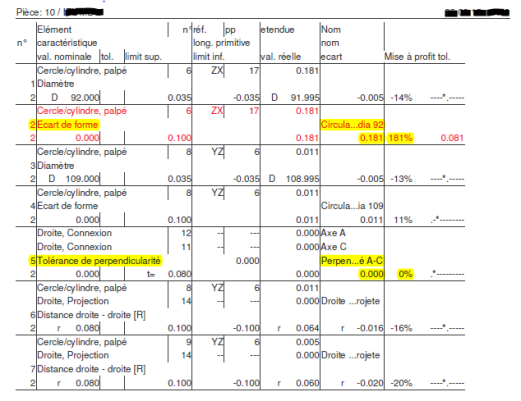
En fin de procédure un rapport a été édité. Il nous renseigne sur les spécifications qui sont vérifiées (en noir dans le rapport) et celles qui présentent des écarts supérieurs aux intervalles de tolérance spécifiés dans la cotation (en rouge dans le rapport).
Par exemple, on observe (parties surlignées en jaunes) sur le rapport fourni un écart de circularité important sur le cercle de diamètre 92 ce qui indique indirectement que la cotation d'enveloppe associée à ce diamètre ne sera pas vérifiée. La perpendicularité entre l'axe de la roue et celle de la vis a donné lieu à un défaut nul dans la résolution de mesure de la machine (le micromètre), la spécification de perpendicularité est donc assurée.
 Informations[1]
Informations[1]



