

La gamme de contrôle du carter sur MMT
Méthode : La gamme de contrôle sur M.M.T
A partir du modèle C.A.O et de la cotation fonctionnelle du carter il est possible de prévoir et générer la gamme de mesure en langage machine.
Dans le cas du carter une gamme est réalisée pour la vérification des éléments de cotation partielle portant sur le guidage des arbres des roues et vis ainsi que leurs positions relatives. Cette gamme se décompose en plusieurs phases :
- Dégauchissage de la pièce : palpage en mode manuel des surfaces permettant de localiser la pièce dans l?espace de la machine (ligne 1 à 40),
- Définition d'un repère orthonormé direct associé à la pièce (lignes 41 à 44),
- Palpage des surfaces de la pièce (lignes 45 à 127),
- Contrôle des spécifications (lignes 128 à 141),
- Édition du rapport contrôle (ligne 142).
![]()
 Informations[1]
Informations[1]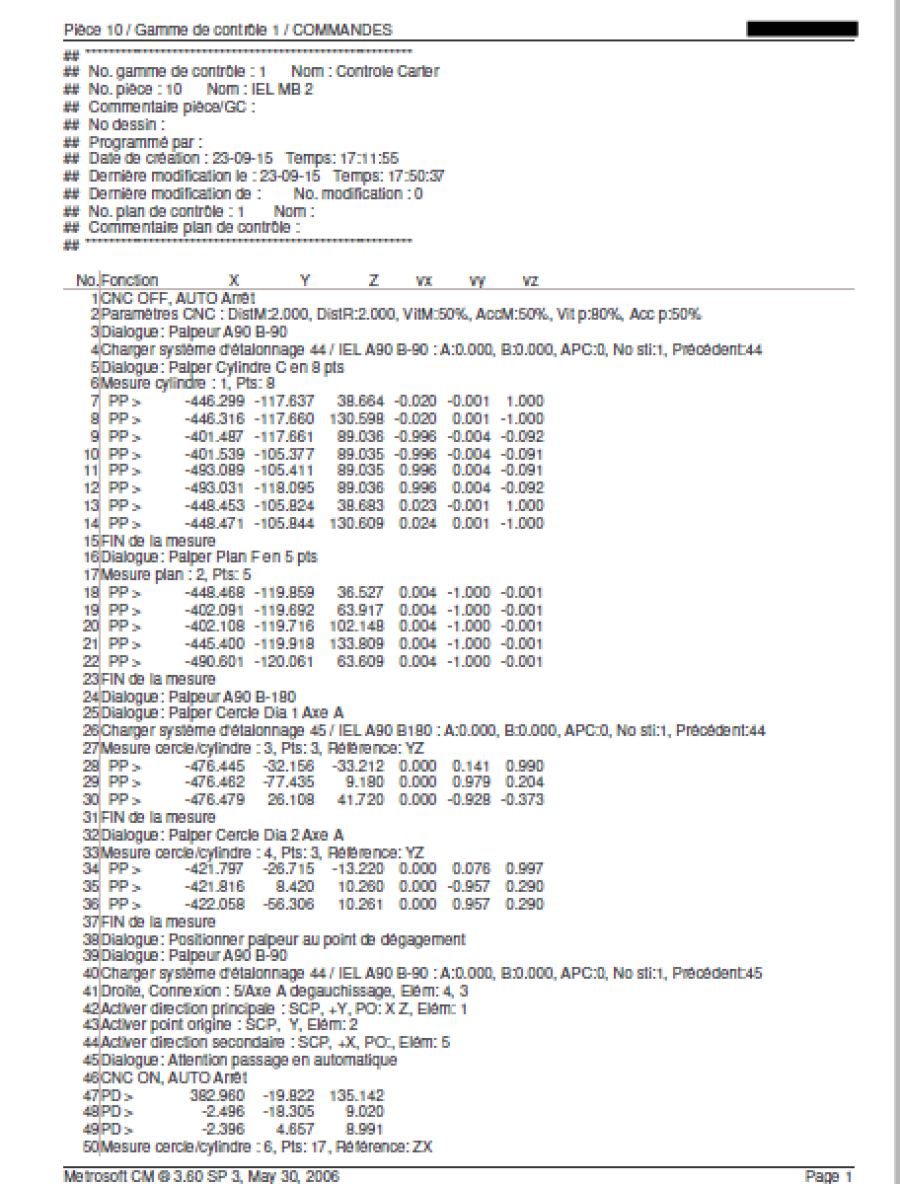 Informations[2]
Informations[2]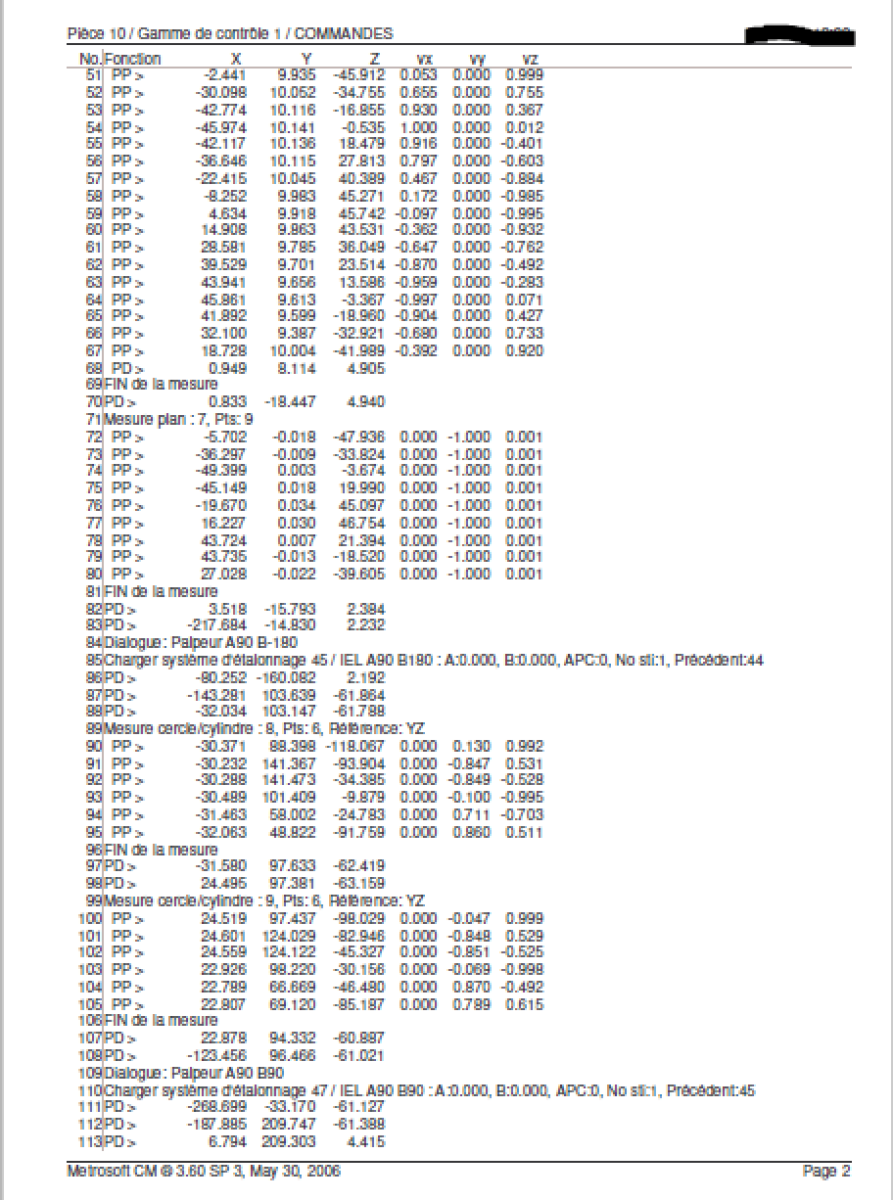 Informations[3]
Informations[3]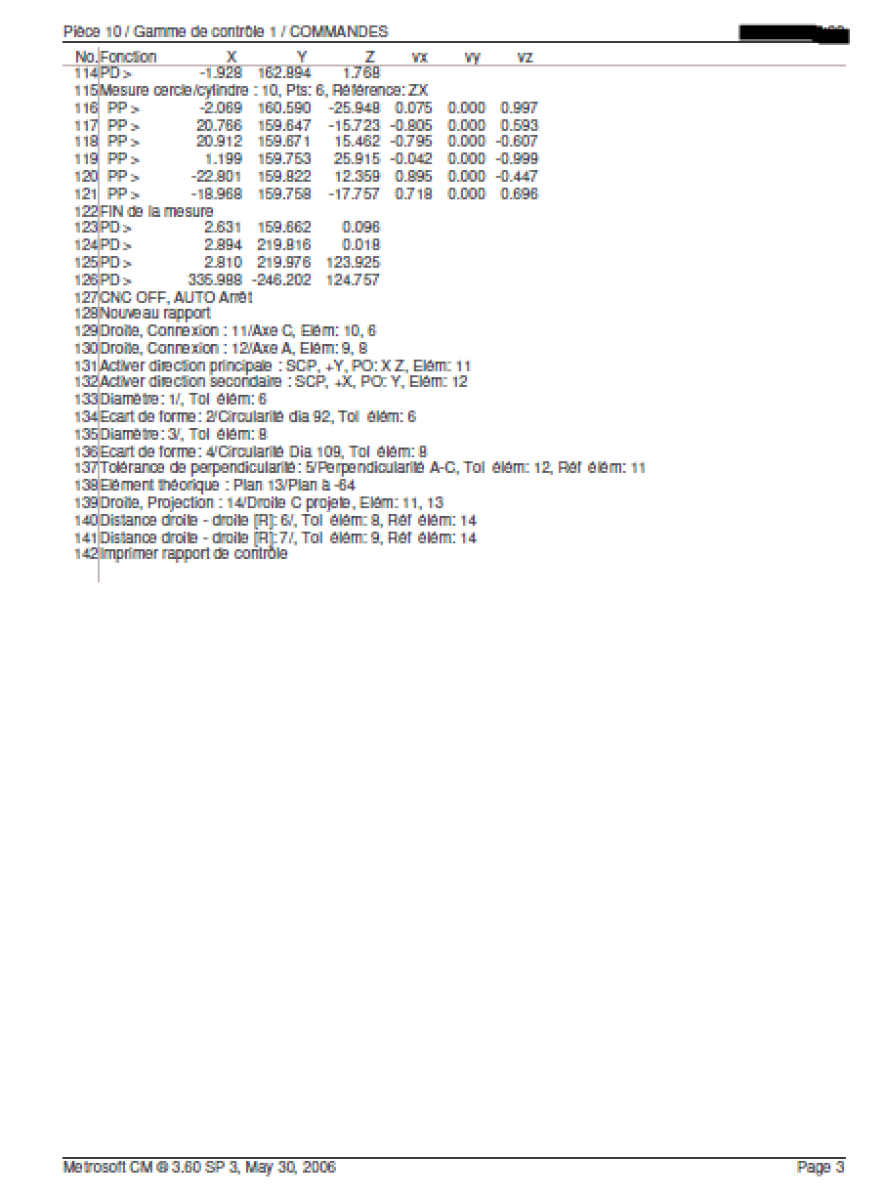 Informations[4]
Informations[4]



