Souvent, par manque de temps ou de connaissance, ou tout simplement par non besoin de précision, le chronométreur réalise quelques chronométrages avec un chronomètre électronique gradué en secondes (coût de l'ordre de 10 €), voir avec sa montre. Les séquences observées sont généralement globales et ont une durée qui est rarement inférieure à 10 secondes. Les durées sont souvent exprimées en minutes entières. C'est le cas pour la plupart des temps de réglage ou de préparation d'un poste.
La feuille d'observation utilisée est de la forme suivante :
Voici la feuille de chronométrage : les durées sont arrondies à la 1/2 minute la plus proche. Par exemple, 26 min 12 secondes est arrondi à 26 minutes.
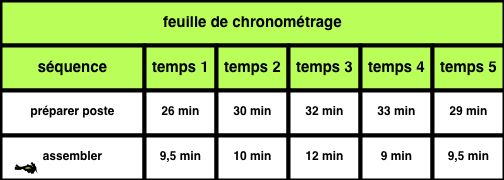
La durée moyenne de la préparation du poste est 30 minutes.
La durée moyenne de l'assemblage est 10 minutes.
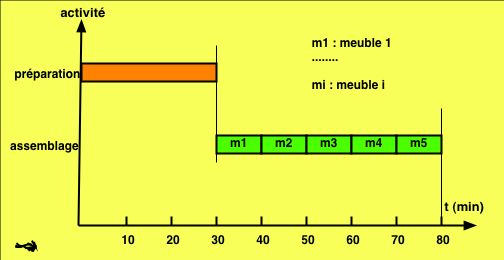
La durée prévisionnelle de production d'1 lot de 5 meubles est donc de 30 + (10*5) soit 80 minutes.
Si l'entreprise
décide
d'étudier la préparation afin de la rendre plus
rapide,
il faudra certainement décomposer les opérations
qui la
composent et les chronométrer.
La fluctuation représente la variation des chronométrages par rapport à la valeur moyenne. Une fluctuation élevée est souvent dûe à un problème d'organisation du travail de l'opérateur. Cette instabilité est souvent signe d'améliorations possibles à apporter. Il est préférable dans ce cas d'étudier (un diagramme cause effet le permet facilement) les causes de ces variations, de mettre en place des améliorations, puis de recommencer le chronométrage de la séquence concernée, de façon à rendre la séquence stable. Pour que cette étude est un sens, il faut choisir la bonne unité de mesure de temps.
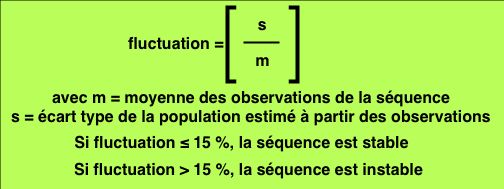
Attention, le seuil de 15 % est indicatif. Le
bon usage de cette fluctuation (appelée également
coefficient de variation) est de classer les séquences selon
la fluctuation décroissante et d'améliorer les
séquences selon l'ordre établi.
Le
chronométrage
précédent avec un arrondi à la 1/2
minute la plus
proche représente un écart maximal de l'ordre de
2,5 %
pour les opérations d'assemblage et de l'ordre de 5% pour
les
opérations de préparation. Ces écarts
ne sont pas
négligeables et peuvent entraîner des
interprétations erronées dans le calcul de la
fluctuation.
Voici le même exemple que dans le § méthodologie. Les moyennes et écart type ont été calculés de façon à déterminer la fluctuation de chaque séquence.
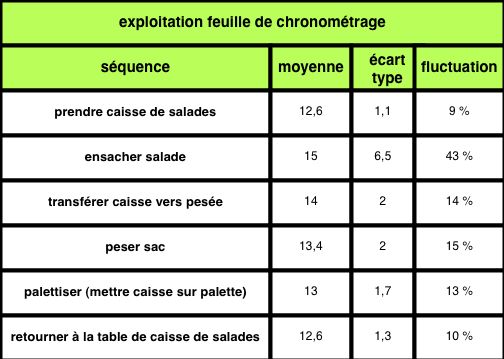
Voici le détail du calcul de la fluctuation de la séquence "prendre caisse" :
Voici le même exemple que dans le § méthodologie. Les moyennes et écart type ont été calculés de façon à déterminer la fluctuation de chaque séquence.
Voici le détail du calcul de la fluctuation de la séquence "prendre caisse" :
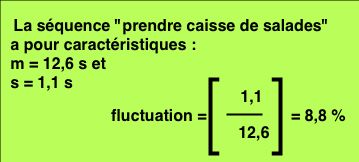
Comme la fluctuation
est < 15 %, la séquence est
considérée stable. Cela signifie que
l'opérateur est 'constant' dans ses gestes. Des
améliorations de la séquence sont tout de
même possibles (comme rapprocher la table du poste "mise en
sac").
L'exploitation des résultats de chronométrage montre que la séquence "ensacher salade" possède une fluctuation de 43 %. L'observateur recherche les causes de ces variations de temps importantes. Il s'agit uniquement des 3 incidents qui ont été relevés durant les observations. La fluctuation de cette séquence est de 10 % si on ne prend pas en compte ces 3 problèmes. La moyenne est alors de 8 secondes.
L'observateur s'aperçoit rapidement que le problème provient du rouleau de film plastique qui est stocké au sol sur une dalle béton, ce qui provoque des micro-déchirements du film. Il est décidé de placer les rouleaux sur une bâche plastique, le problème a depuis disparu.
L'exploitation des résultats de chronométrage montre que la séquence "ensacher salade" possède une fluctuation de 43 %. L'observateur recherche les causes de ces variations de temps importantes. Il s'agit uniquement des 3 incidents qui ont été relevés durant les observations. La fluctuation de cette séquence est de 10 % si on ne prend pas en compte ces 3 problèmes. La moyenne est alors de 8 secondes.
L'observateur s'aperçoit rapidement que le problème provient du rouleau de film plastique qui est stocké au sol sur une dalle béton, ce qui provoque des micro-déchirements du film. Il est décidé de placer les rouleaux sur une bâche plastique, le problème a depuis disparu.
En cas de problème sur un poste, une ligne, ...., l'entreprise place un observateur pendant une 1/2 journée sur le poste de travail. Il note tous les événements et leurs durées. Cette action est rapide, mais stressante pour l'opérateur. De plus, cela ne permet pas forcément d'observer de façon complète le poste car les problèmes à relever ne surviendront pas forcément pendant cette période. Il peut être intéressant de préférer les observations instantanées.